

旋盤加工屋が解説!:データムの設定と、表面粗さ精度の加工におけるポイント
ステンレス等の難削材の旋盤加工をメイン事業とする当社は、幾何公差の要求が厳しい加工品を数多く手掛けてきました。下記では表面粗さについて取り上げています。表面粗さとは何かという基本情報から、加工会社の立場で見た最近の図面傾向・コストアップを招く図面の書き方など、加工を熟知したエンジニアからの視点で情報をお届けいたします。
関連コンテンツ:真円度要求に対するデータムの設定と加工におけるポイント
≪目次≫
- 表面粗さとは?
- 加工会社の立場での、図面要求に対する考え方
- 面粗さの要求があった具体的な製品事例
表面粗さとは?
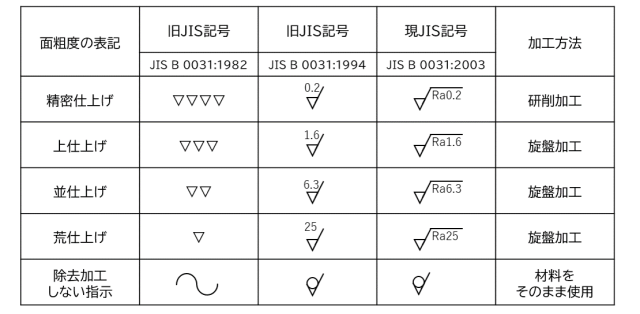
表面粗さとは、材料や表面の仕上がりの凹凸や不規則性を表す概念です。表面の滑らかさや粗さを数値で評価し、製造や設計において重要な要素となります。表面粗さは一般的に、Ra(算術平均粗さ)やRz(10点平均粗さ)などの指標で測定されますが、当社で加工依頼をいただく図面においては、表面粗さは多くがRaで指定され、図面が古い場合には旧JIS記号での表記もありますので、参考までに比較表を下記に記載いたします。
当社でこれまで製造依頼のあったRa指標での加工限界としては、加工限界:Ra0.2~0.4となっています。旋盤加工を得意とする当社ですが、研削加工相当のRa指定にも対応が可能です。丸物製品で細かなRa指定のある製品は当社にお任せください。
次に、加工を行う立場からみた表面粗さ指定・図面要求に対する考え方をお伝えいたします。
加工会社の立場での、図面要求に対する考え方
当社で加工を行う図面の多くは、お客様が指定された図面です。加工依頼をいただいた場合、当社がお客様よりいただいた図面に対して、加工対応可否を確認させていただきます。その際、加工方法・工程はもちろん、部分的に加工が難しい・コストアップを招いてしまう箇所などを洗い出し、お客様とお打合せをさせていただきます。
その際、以下2点をお気を付けいただきたいと考えています。
1.表面粗さの指定漏れはありませんか?十分にご確認をください。
気を付けて頂きたい点の1つ目は、図面への幾何公差の付け方です。加工会社は、図面とともにお客様の用途を考慮し、製品の使用状況を加味した上で仕上げ方法を考えます。しかし、幾何公差が指定されていないと、理論上きちっと精度が出てるとは限らないのでお客様の要求される製品とは違う場合が出てきます。
つまり、製品の機能上、どうしても外すことができない精度指定は漏れなく、図面上で指定いただきたいと考えています。ただし、どの程度幾何公差を付けるべきか、判断に迷った場合には、その旨ご相談ください。加工会社の視点で過去実績をベースにご提案をさせていただきます。ご安心ください。
2.不要な幾何公差・安易な表面粗さ指定はコストアップを招きます。
1つ目と矛盾するように見えますが、図面指定上、よく見られるのがこの2つ目です。幾何公差の付け方にも多種多様さがありますが、設計者様の意図するところを図面より読み取り、加工を検討させていただいております。不要な幾何公差・安易な面粗さ指定は、加工する側からすると、手をかけざる負えず、コストアップにつながります。
迷ったら加工会社に相談!QCDで最適な製品となるVA・VE提案を受けましょう。
当社では、図面をいただいた際、お客様の用途も考慮しながらこの2点に加工会社として配慮しながらVA・VE提案をさせていただきます。加工技術も日々変わり、以前は難しいとされた加工が技術の進歩によりできる場合もあります。
VA・VE提案を加工会社から引き出す上で、スムーズなやり取りの為にも図面のご依頼をいただく際には、製品用途も含めてお伝えいただけますと幸いです。最後に、当社が加工を行った表面粗さ要求有の加工品事例をご紹介いたします。
面粗さの要求があった具体的な製品事例
事例:内径鏡面仕上げ!高精度薄肉スリーブ(材質:SUS304)
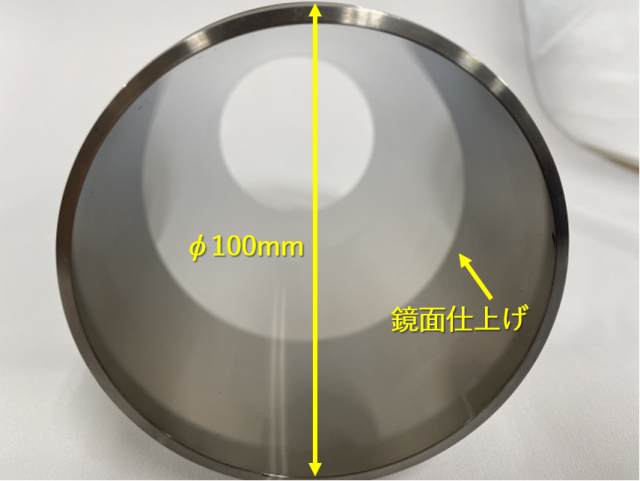
こちらはステンレス精密旋盤加工.COMを手掛ける中川鉄工が加工した、ステンレス(SUS316)製薄肉スリーブ、内径鏡面仕上げ品です。本製品のサイズは、φ100mm×φ89mm×220mmで、片側にインローの段差があります。加工におけるポイントとしては、写真にある通り、内径を仕上げた後、ホーニング加工、バフ研磨加工で鏡面に近い状況まで仕上げた点です。