

SUS316の旋盤加工|加工硬化・歪みを抑える「薄肉・高精度」加工のポイント

※ 生成AIを活用し、中川鉄工株式会社にて画像を生成
プラント設備や防衛産業、化学薬品製造ラインなど、極めて高い耐食性と強度が求められる環境下において、SUS316(オーステナイト系ステンレス鋼) は欠かせない素材です。しかし、その優れた特性ゆえに、加工現場では「刃物がすぐに摩耗する」「薄肉形状にすると歪んで寸法が出ない」といったトラブルが後を絶ちません。特に、汎用的な旋盤加工業者では、SUS316特有の粘り強さと加工硬化に対応しきれず、幾何公差の厳しい精密部品の製作を断られるケースも少なくありません。
本記事では、難削材加工のプロフェッショナルである中川鉄工が、なぜSUS316の加工が難しいのかという原理から、加工硬化や歪みを抑えて高精度に仕上げるための技術的ポイントを解説します。また、実際に同軸度0.02mmをクリアした薄肉スリーブの加工事例もご紹介します。
SUS316(オーステナイト系)が「旋盤加工の難所」とされる理由
SUS316は、ステンレス鋼の中でも特に加工難易度が高い「難削材」として知られています。設計者が図面上でSUS316を指定する際、製造コストや納期のリスクを正しく見積もるためには、その加工特性を深く理解しておく必要があります。ここでは、代表的なSUS304との違いや、現場を悩ませる「加工硬化」と「歪み」のメカニズムについて解説します。
SUS304との違いと、さらに高い「難削性」
SUS304とSUS316は、共にオーステナイト系ステンレス鋼に分類される代表的な鋼種です。最大の違いは、SUS316にはモリブデン(Mo)が添加されている点にあります。このモリブデンにより、SUS316は海水や化学薬品に対する耐食性が飛躍的に向上し、高温強度も高まります。
しかし、切削加工の観点からは、この特性が仇となります。材料の粘り気が増すため、切削時の抵抗が大きくなり、工具への負担が激増します。加工時に発生した切削熱が切り粉(チップ)や母材へ逃げにくく、刃先に熱が蓄積してしまいます。これにより、工具の摩耗が早まるだけでなく、熱膨張による寸法精度のバラつきを引き起こす要因となります。
設計者を悩ませる「加工硬化」と「寸法変化(歪み)」
SUS316の旋盤加工において、最も警戒すべき現象が「加工硬化」です。これは、切削の衝撃や圧力によって材料表面の硬度が著しく上昇してしまう現象です。一度加工硬化を起こしてしまうと、その表面は非常に硬くなり、刃先が欠損(チッピング)したりするトラブルを招きます。また、「歪み(変形)」も大きな課題です。加工硬化層の発生や、無理な切削による内部応力(残留応力)の蓄積は、ワークのクランプ(チャッキング)を外した瞬間に解放され、部品を変形させます。
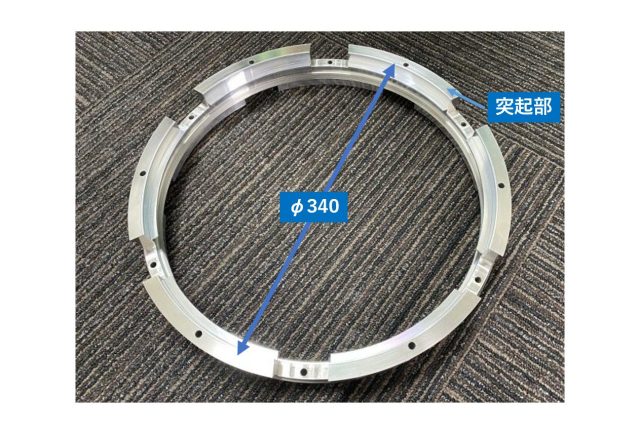
特に、肉厚が薄いパイプ形状やリング形状の部品においては、真円度や同軸度といった幾何公差を維持することが極めて困難になります。「機上では公差に入っていたのに、測定室に持っていくと楕円に変形していた」という失敗は、SUS316の薄肉加工において頻発する事例です。
中川鉄工の技術|SUS316を「薄肉・高精度」に仕上げる3つのポイント
難削材であるSUS316、特に肉厚が薄い部品の加工において、汎用的な設備と標準的な手順だけでは、要求される幾何公差を満たすことは困難です。中川鉄工では、長年の加工で培った独自のノウハウにより、他社が敬遠するような高難易度案件に対応しています。
【歪み対策】真円度を維持する「チャッキング(把持)」技術
薄肉のリングやパイプ形状を旋盤で加工する際、最大の敵は「チャッキングによる歪み」です。一般的な「3爪チャック」で薄肉ワークを強く握ると、爪が当たる3箇所に圧力が集中し、おにぎり型(三角形)に歪んでしまいます。この状態で真円に削っても、チャックを外せば元の形状に戻ろうとして、結果的に製品は歪んでしまいます。当社では、ワークの形状に合わせて成形した「生爪(なまづめ)」や、ワークの歪みを押さえるような特殊な治具を駆使します。これにより、クランプ圧力を分散させ、ワークを変形させることなく保持することが可能です。肉厚数mmのSUS316リングであっても、このチャッキング技術により、真円度や同軸度をミクロンオーダーで維持します。
【加工硬化対策】最適な切削条件と工具選定
SUS316の加工硬化を防ぐ鉄則は、「鋭利な刃先で、迷いなく削る」ことです。切れ味の落ちた工具で無理に削ったり、送り速度が遅すぎて刃先が材料を擦ってしまうような加工を行うと、表面が一瞬で硬化し、以後の加工が不可能になります。中川鉄工には、月産数十個の高精度部品加工で蓄積された膨大なデータがあります。「どのメーカーの、どのコーティングチップを使えば、SUS316の熱を逃がしつつ寿命を保てるか」という最適解を熟知しています。また、クーラント(切削油)の掛け方一つとっても、刃先に的確に供給し熱を除去するための徹底した管理を行っています。
【コスト対策】無垢材からの削り出し以外の選択肢(VA提案)
「SUS316の丸棒(無垢材)から削り出す」という図面指示は、時に膨大な材料ロスと加工時間を生みます。特にSUS316は材料単価も高いため、歩留まりの悪さはコストに直結します。当社では、形状やロット数に応じて、パイプ材(素管)からの加工や不要な切削部分を減らすことで、加工硬化のリスクを最小限に抑えつつ、トータルコストの削減と納期の短縮を実現します。
【事例紹介】他社で断られたSUS316・薄肉スリーブの加工実績
実際に中川鉄工が手がけた、高精度なSUS316旋盤加工の事例をご紹介します。
SUS316製 ツバ付き薄肉スリーブ(φ150×200)
こちらは、プラント関連の配管部品として製作された「ツバ付きスリーブ」です。
材質はSUS316、サイズは外径φ150mm、長さ200mmの長尺部品です。
【加工の課題】
この製品の難しさは、長さ200mmという長尺でありながら、肉厚が薄いパイプ形状である点です。さらに、端面にはシール用の溝加工が必要でした。SUS316のような難削材で、剛性の低い薄肉長尺物を加工する場合、切削抵抗でワークが逃げてしまい、「ビビリ振動」が発生しやすくなります。ビビリは加工面の荒れや寸法不良の直接的な原因となります。
【解決策と結果】
当社では、ワークの振れを抑えるために専用の「振れ止め」装置を活用し、切削時の剛性を確保しました。その上で、熱による歪みが出ないよう、切削速度と切り込み量を微調整し、慎重に加工を行いました。結果として、薄肉・長尺という悪条件でありながら、厳しい同軸度・真円度の公差をクリアし、お客様への安定供給を実現しています。
SUS316の精密旋盤加工に関する単品・試作なら、中川鉄工にお任せください
SUS316は、その優れた耐食性・強度と引き換えに、加工者泣かせの難削材です。特に「薄肉形状」や「高精度」が求められる図面においては、素材特性を無視した加工は必ず歪みや寸法不良を招きます。
中川鉄工は、他社が断るような難易度の高いSUS316加工においても、独自のチャッキング技術と、量産で培った切削条件の最適化により、お客様の要求品質を実現してきました。
「試作で1個だけ作りたい」「量産を見据えてコストダウン(VA/VE)の相談をしたい」など、ステンレス旋盤加工に関する課題をお持ちの設計者・調達担当者様は、ぜひ一度ご相談ください。
よくある質問(FAQ)
Q1.SUS316の旋盤加工は、どのくらいの肉厚まで対応できますか?
A1.形状やサイズによりますが、過去には肉厚1mm以下の薄肉リング等の加工実績もございます。独自のチャッキング技術により歪みを抑えて加工しますので、まずは図面をお送りください。
Q2.他社で「加工後に歪みが出る」と断られた部品でも相談できますか?
A2.はい、ぜひご相談ください。残留応力の解放や、クランプ圧の分散など、中川鉄工ならではのノウハウで解決できる可能性があります。
Q3.試作(1個)から量産まで対応可能ですか?
A3.対応可能です。当社は1個の試作開発から、月産数十個程度の量産まで一貫して対応できる体制を整えています。